

- Home
- >
News

In modern industrial production, conveyor belts play an important role. Whether it is mining, steel, chemical, port or energy industry, conveyor belts are used as a core means of transportation and undertake efficient material transportation services. Our company: Liaoning Hengyi has been committed to providing a full range of conveyor belt solutions for various industrial enterprises. Our goal is to enable customers' production lines to operate smoothly, while improving project efficiency and reducing operating costs and risks.

The joint is the top priority of the conveyor belt, and its strength is usually lower than that of the conveyor belt in the normal position. However, if the correct joint method and qualified products are used, we can significantly improve its strength. For example, the strength of mechanical joints can reach 40%-50%, cold-bonded joints are 60%-70%, and hot-bonded joints are as high as 80%-90%. It's like choosing the right glue to make the bond stronger.
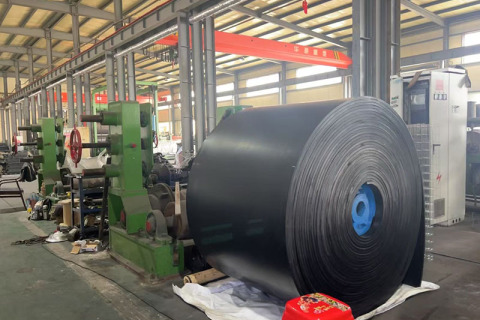
As an indispensable core component of conveying equipment in modern industrial production, the selection of nylon conveyor belts not only directly affects production efficiency and product quality, but also concerns the company's operating costs and safe production. Scientific and reasonable conveyor belt selection can increase the service life of equipment by more than 30% and reduce energy consumption costs by 15%-20%. The following systematic selection guide will help you make the best decision.

In the cement production industry, the stability and durability of the conveyor belt are related to the operating efficiency of the entire production line. During the equipment upgrade process, a medium-sized cement enterprise in East China purchased a batch of nylon conveyor belts produced by our company. After three months of use, the person in charge of the enterprise's equipment department said: "This nylon conveyor belt not only has excellent tensile properties, but also runs smoothly, which solves our troubles of frequently replacing conveyor belts in the past." This case has attracted the attention of many buyers in the industry, and the advantages of nylon conveyor belts have been verified again. It is understood that the cement enterprise originally used ordinary cotton canvas conveyor belts, which need to be replaced every 4 months on average when conveying raw materials such as limestone and clay. Especially in the rainy season, wet materials cause the conveyor belt to absorb water and swell, which not only aggravates wear and tear, but also frequently slips. After multiple investigations, the company decided to try nylon conveyor belts. nylon conveyor belts use nylon canvas as a material, which has improved tensile strength and is suitable for long-distance, high-load conveying environments. The company's equipment engineer gave feedback: "After the new conveyor belt was put into use, it did not break even when running at full load, and it is very durable."

The corrugated conveyor belt is installed with corrugated skirts on both sides of the base belt to prevent the material from falling off the belt, thereby increasing the amount of conveyed material. The existing conveyor belt skirts are mostly made of rubber. During the material conveying process, if the overall bending performance is not good, it is easy to be torn, resulting in a relatively short overall service life. So how can we prolong the service life of the skirt of the corrugated conveyor belt?

Nowadays, Nylon conveyor belt is used as a conveying equipment in modern industrial production and is applied to all walks of life in our lives. So how long can a conveyor belt be used? Does it need to be cleaned? Let's discuss it together today.

In 2023, the main wire rope core conveyor belt of a large open-pit iron mine suddenly broke during operation, causing the entire line to stop production for 36 hours, with direct economic losses exceeding 5 million yuan. The main cause of the accident was the aging of the wire rope core conveyor belt equipment, multiple rusts on the wire rope core, and delamination at the vulcanized joint. The maintenance record showed that it was partially repaired 3 years ago and the joint failed. In order to prevent such incidents from happening, how should we prevent the conveyor belt from breaking? And what should we do first when the conveyor belt breaks?

During transportation and storage, pattern conveyor belt should be kept clean and avoid direct sunlight or rain and snow, prevent contact with acids, alkalis, oils, organic solvents and other substances, and keep one meter away from heating devices. The warehouse temperature should be kept between 18-40 ℃ and the relative humidity should be kept between 50-80% during storage.

Pattern Conveyor Belt is an angle conveyor belt composed of a patterned cover rubber on the working surface and a flat cover rubber on the non-working surface and a belt core. Features of pattern conveyor belt: 1. Belt core material: ordinary cotton canvas (CC), polyester-cotton blended canvas (CP), nylon (NN), polyester (EP), etc.

Herringbone pattern conveyor belt refers to a conveyor belt with herringbone pattern inlaid on ordinary conveyor belts or other types of conveyor belts. It can be made into convex pattern or concave pattern. The function of herringbone pattern conveyor belt is to increase the adhesion of materials to the conveyor belt, and it can prevent materials from sliding down when conveying materials at a large angle.

n today's high-tech and intelligent production lines, the conveying system is the bridge of modern production lines, connecting various links in various industries such as food and beverage, automobile manufacturing, and electronic products, and is the key to efficient production and quality control.
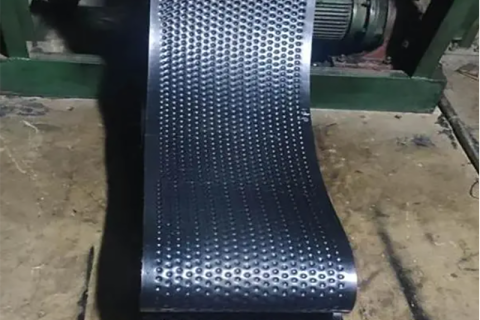
Due to its significant advantages in conveying efficiency and stability, the Round Pit Conveyor Belt is widely used in many industries.