

News

Herringbone pattern conveyor belt refers to a conveyor belt with herringbone pattern inlaid on ordinary conveyor belts or other types of conveyor belts. It can be made into convex pattern or concave pattern. The function of herringbone pattern conveyor belt is to increase the adhesion of materials to the conveyor belt, and it can prevent materials from sliding down when conveying materials at a large angle.

n today's high-tech and intelligent production lines, the conveying system is the bridge of modern production lines, connecting various links in various industries such as food and beverage, automobile manufacturing, and electronic products, and is the key to efficient production and quality control.
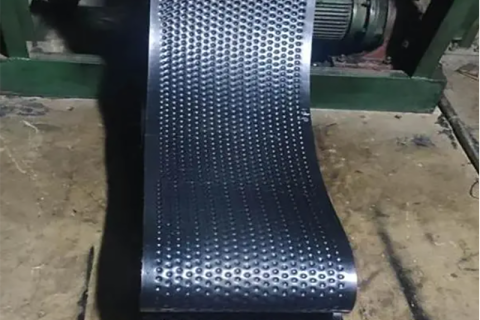
Due to its significant advantages in conveying efficiency and stability, the Round Pit Conveyor Belt is widely used in many industries.

Conveyor belts are widely used in industry, and they play an important role in industries that need to transport high-temperature materials. The heat resistant conveyor belt is made of multiple layers of rubber cotton canvas (polyester cotton) or polyester canvas, covered with high-temperature or heat-resistant rubber, and bonded together by high-temperature vulcanization. heat resistant conveyor belt are suitable for conveying such as hot coke, cement, slag and hot castings below 175°C, and are mainly used in metallurgy and construction industries. The unique design of this solves the problems of ethylene propylene rubber due to high saturation, poor adhesion and low interlayer adhesion.

Nowadays, nylon conveyor belts and ordinary canvas conveyor belts are the most widely used, and there are certain connections and differences between the two, so can you distinguish the difference between the two in terms of practical application and functional performance?

Rubber conveyor belts are the main components of belt conveyors, primarily used for large-scale continuous transportation, mainly transporting bulk, powder, paste, and packaged items. They are classified based on different patterned designs, such as Convex herringbone conveyor belt, striped patterned conveyor belts, and grain patterned conveyor belts, which have different properties. Among them, chevron patterned conveyor belts and striped patterned conveyor belts are the most similar, so how should we choose between the two?

Our high resistance conveyor belt adopts a concave herringbone design, which is a conveyor belt designed to improve transportation stability. The surface of the high resistance conveyor belt is a unique concave herringbone pattern, which can effectively increase friction, prevent materials from sliding or scattering, and make the transportation process safe and reliable. Therefore, the high resistance conveyor belt is particularly suitable for inclined transportation scenarios of 30 to 45 degrees.

Nylon rubber conveyor belt are an indispensable part of industrial production and are widely used in mining, ports, electricity, building materials and other industries. However, during use, rubber conveyor belt tearing is a common problem. Nylon rubber conveyor belt not only affects production efficiency, but also may bring safety hazards.

The pattern conveyor belt is composed of a belt body and a patterned part, which can effectively prevent the material from slipping. Compared with ordinary conveyor belt, pattern conveyor belt is more suitable for situations where the conveyor line has a larger inclination angle. Since the surface of the pattern conveyor belt has uneven patterns, more attention needs to be paid to daily maintenance.

There are many types of pattern conveyor belt, such as herringbone pattern, strip pattern, granular pattern, fan-shaped pattern, etc. Although the characteristics and uses of these pattern conveyor belts are different, the identification methods are the same.We should first look at the quality of the pattern conveyor belt material. Whether it is synthetic plastic material or various types of metal materials, each type of material has advantages and disadvantages. These materials should have basic wear-resistant and non-slip properties as well as stable and durable characteristics, and be able to meet the requirements of some special industries.