

News

In our daily communication and service, we also encounter many questions about chemical resistant conveyor belts, such as whether chemical resistant conveyor belt can withstand high temperatures. Our chemical resistant conveyor belt are designed to withstand high temperature environments, making them ideal for heat-intensive processes in chemical and industrial applications. What support can you get after purchasing a chemical conveyor belt? We can provide comprehensive after-sales support for chemical conveyor belt, including installation guidance, troubleshooting and regular maintenance services for chemical conveyor belt.

As a conveyor belt for industrial material transportation, nylon fabric conveyor belt is made of high-strength nylon material, with the characteristics of high strength, light weight and wear resistance. Nylon fabric conveyor belt can efficiently complete the task of coal transportation, improve the operating efficiency of power plants, and reduce energy losses caused by conveyor belt failures. In terms of design, the nylon core conveyor belt adopts a lightweight design as a whole, and the conveyor belt has a light weight, which is convenient for later installation and adjustment. Therefore, the nylon core conveyor belt can control the flow and speed of materials and improve production efficiency. The nylon fiber core layer in the nylon core conveyor belt gives the conveyor belt excellent tensile strength and wear resistance, enabling it to withstand high loads and long-distance transportation without breaking or wearing, adapting to the harsh environment of mines, such as high temperature, high humidity, dust, etc., and improving the efficiency and stability of material transportation. Therefore, nylon fabric conveyor belt are widely used.

Wear resistant nylon conveyor belt is one of the key products for transporting materials. It has a place in various industries. It has good strength and flexibility, impact resistance and tear resistance, so it usually has a long service life. It can be used with various rollers to greatly improve the efficiency of material transportation.

Firstly, nylon conveyor belt has high strength, it adopts high-strength nylon canvas as the core, it has high tensile strength and impact resistance, it can withstand large tensile force and heavy transportation, and it is not easy to break. Secondly, the elasticity of nylon core is good, the elasticity of the belt body is good, in the process of conveying, the impact of the material can play a good buffer, can effectively protect the conveyed materials and equipment, and also can adapt to a certain degree of stretching and deformation. Nylon conveyor belt is more wear-resistant, because the nylon material itself has excellent abrasion resistance, coupled with the protection of vulcanized rubber cover layer, so that it can withstand a long time, high speed grinding.
The growing popularity of flame retardant conveyor belts highlights the growing focus on safety and efficiency across industries around the world. As businesses continue to operate in high-risk environments, the need for reliable, flame retardant materials has become even more critical. Flame retardant conveyor belts have become an integral part of modern industrial infrastructure in recent years, not only providing safety and reliability, but also supporting operational continuity.

As a leader in the conveyor belt industry, Liaoning Hengyi Rubber Machine Belt Manufacturing Co., Ltd. is committed to providing high-quality, innovative and customized conveyor belt solutions for all walks of life around the world. With many years of industry experience, a professional technical team and a deep understanding of customer needs, we have become a trusted partner in many fields such as mining, chemical industry, logistics, manufacturing, etc. Whether in mining transportation, heavy industrial material handling, or in the application of precision assembly lines, Liaoning Hengyi Rubber Machine Belt Manufacturing Co., Ltd. always stands at the forefront of the industry and provides first-class products and services.

High angle conveyor belts are becoming increasingly important in industries that require bulk materials to be transported over steep slopes. These specialized conveyor belts can move materials safely and efficiently. High angle conveyor belts are becoming increasingly popular in industries such as mining, construction, agriculture and logistics due to their ability to handle challenging conditions.

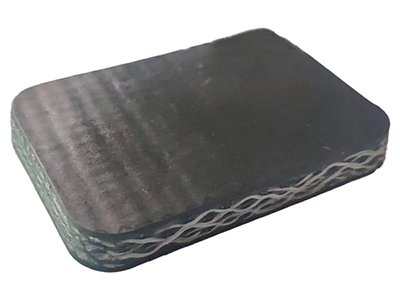
Herringbone conveyor belts are often used in industries where there are steep slopes or low material stability. Some of the most common applications include: 1. Coal Mining: The ability to transport large amounts of coal at an inclined angle without spilling is one of the main reasons why nylon herringbone belts are widely used in the mining industry.

Nylon fabric conveyor belt has excellent strength, durability and flexibility, while conveyor belts on the market are almost all made of nylon. Advantages of nylon fabric conveyor belt: 1. High tensile strength: Nylon fabric conveyor belt has high tensile strength, it can withstand heavy loads without stretching or breaking.
The global conveyor belt industry continues to experience strong growth and innovation, driven by increased demand from industries such as mining, logistics, manufacturing and construction. As industries around the world continue to expand and grow, conveyor belts have proven to be the key to efficient material handling, especially in applications that require continuous and high-volume transport of goods. In 2024, the industry is witnessing technological advancements and an increased focus on safety and efficiency, all of which are shaping the future of material transportation.