

- Home
- >
- News
- >
- Product News
- >
News

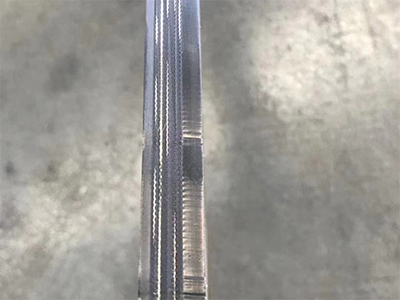
Firstly, nylon conveyor belt has high strength, it adopts high-strength nylon canvas as the core, it has high tensile strength and impact resistance, it can withstand large tensile force and heavy transportation, and it is not easy to break. Secondly, the elasticity of nylon core is good, the elasticity of the belt body is good, in the process of conveying, the impact of the material can play a good buffer, can effectively protect the conveyed materials and equipment, and also can adapt to a certain degree of stretching and deformation. Nylon conveyor belt is more wear-resistant, because the nylon material itself has excellent abrasion resistance, coupled with the protection of vulcanized rubber cover layer, so that it can withstand a long time, high speed grinding.
The growing popularity of flame retardant conveyor belts highlights the growing focus on safety and efficiency across industries around the world. As businesses continue to operate in high-risk environments, the need for reliable, flame retardant materials has become even more critical. Flame retardant conveyor belts have become an integral part of modern industrial infrastructure in recent years, not only providing safety and reliability, but also supporting operational continuity.

High angle conveyor belts are becoming increasingly important in industries that require bulk materials to be transported over steep slopes. These specialized conveyor belts can move materials safely and efficiently. High angle conveyor belts are becoming increasingly popular in industries such as mining, construction, agriculture and logistics due to their ability to handle challenging conditions.

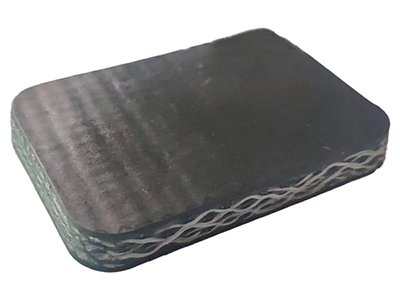
Herringbone conveyor belts are often used in industries where there are steep slopes or low material stability. Some of the most common applications include: 1. Coal Mining: The ability to transport large amounts of coal at an inclined angle without spilling is one of the main reasons why nylon herringbone belts are widely used in the mining industry.

Nylon fabric conveyor belt has excellent strength, durability and flexibility, while conveyor belts on the market are almost all made of nylon. Advantages of nylon fabric conveyor belt: 1. High tensile strength: Nylon fabric conveyor belt has high tensile strength, it can withstand heavy loads without stretching or breaking.
Nylon conveyor belt has high tensile strength and wear resistance. This extends service life and reduces the number of replacements, reducing downtime and maintenance costs. A more durable conveyor belt ensures continuous operation and fewer production interruptions.

As industry continues to prioritize safety and operational efficiency, demand for flame-retardant conveyor belts has surged. These specialized conveyor belts are increasingly being used in industries such as mining, chemical processing and manufacturing where fire hazards are prevalent.

As industries around the world continue to seek more efficient and reliable ways to transport materials, Nylon herringbone conveyor belts have become the preferred choice for a variety of heavy-duty applications. Known for their strong performance and durability, these conveyor belts are particularly favored in industries such as mining, construction and logistics, which require efficient material handling to increase productivity.